In today’s highly competitive industrial landscape, efficient material handling systems like elevator conveyor belts are essential for optimizing production lines and assembly processes. Elevator conveyor belts transport goods vertically, making them ideal for use in industries such as manufacturing, warehousing, and logistics. These systems save space, improve workflow efficiency, and reduce manual labor. Choosing the right conveyor belt manufacturer can significantly impact your operation’s overall performance.
In this article, we will discuss the 7 best elevator conveyor belt manufacturers that are known for their expertise, innovation, and reliability. Whether you are looking for heavy-duty conveyors for large-scale industrial use or compact systems for small warehouses, these manufacturers provide top-notch solutions.
Top 7 Elevator Conveyor Belt Manufacturers
1. Vitrans
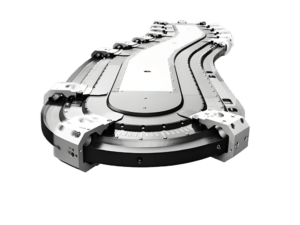
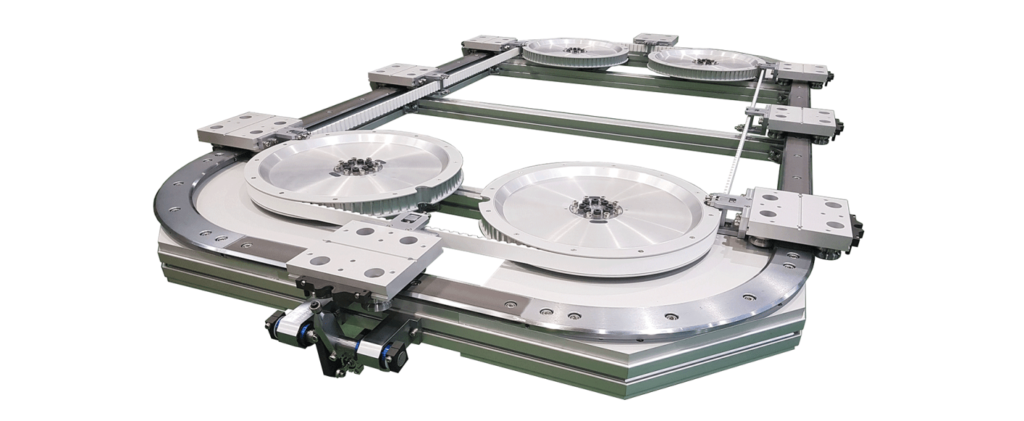
Vitrans is a leading manufacturer of pallet conveyors and pallet transfer systems, with over a decade of experience in the industry. Based in China, Vitrans has built a strong reputation for providing high-quality conveyor systems with excellent price points and short lead times. Their products are widely used in various industrial automated production and assembly lines.
Vitrans offers a range of elevator conveyor lifters that ensure efficient vertical material transport. Their servo pallet conveyor elevators are specifically designed to handle heavy-duty operations and provide smooth, precise movements. Vitrans is committed to using top-grade materials, making their systems durable and reliable.
Products:







2. Dorner Conveyors
Dorner Conveyors is a global leader in precision conveyor systems, known for their flexible and modular designs. With a presence in over 40 countries, Dorner provides solutions tailored to industries such as packaging, food processing, pharmaceuticals, and manufacturing. Their elevator conveyor belts are widely used for vertical material handling, offering ease of integration into existing systems.
One of Dorner’s standout products is their FlexMove Elevator Conveyor, which is designed for small-footprint applications. Its modular nature allows easy customization based on production needs. Dorner’s systems are known for their reliability and are perfect for businesses that prioritize quality and efficiency.
3. FlexLink
FlexLink is renowned for offering innovative material handling solutions that boost productivity in industries such as automotive, electronics, and healthcare. FlexLink provides advanced conveyor systems, including elevator conveyor belts, designed to optimize the workflow of automated production lines.
Their vertical elevator conveyor offers a seamless way to transport products between different levels of a production facility. FlexLink’s conveyors are highly modular and can be tailored to suit a wide range of applications. Their global presence ensures they can provide timely service and support no matter where your facility is located.
4. Interroll
Interroll is a trusted name in conveyor technology, providing solutions for everything from logistics and distribution centers to manufacturing plants. Their conveyor systems are known for their energy efficiency and robustness. Interroll offers vertical conveyor belts that are used extensively in industries requiring high throughput and precision.
The company’s Spiral Lift Conveyor is particularly notable for its compact design and efficiency. This vertical conveyor is ideal for environments where space is at a premium but performance cannot be compromised. Interroll’s commitment to innovation makes them a go-to choice for businesses looking to upgrade their material handling capabilities.
5. mk North America
mk North America specializes in modular conveyor systems that are ideal for a wide variety of industrial applications. Their extensive product line includes everything from flat belt conveyors to complex elevator conveyor systems. mk North America’s systems are built for customization, allowing companies to create conveyor solutions tailored to their specific needs.
One of mk’s popular products is the ZRF-P 2040 Timing Belt Conveyor, which is perfect for vertical transportation of goods. This conveyor provides precise positioning and is often used in assembly lines where timing and accuracy are critical. mk North America also provides excellent customer support, ensuring that their systems are well-maintained and performing optimally.
6. AmbaFlex
AmbaFlex is a global leader in spiral conveyor solutions, specializing in elevator conveyor belts designed for a range of industries including packaging, logistics, and food processing. Their patented SpiralVeyor® system is one of the most efficient ways to transport goods vertically in a compact space.
AmbaFlex systems are known for their reliability, minimal maintenance requirements, and ability to handle a wide range of products. Whether you need to transport heavy packages or small items, AmbaFlex’s flexible systems can accommodate your needs, making them a popular choice for businesses looking to optimize their production lines.
7. Nercon
Nercon specializes in engineered conveyor systems that are tailored to the unique needs of industries such as dairy, bakery, and beverage production. Their elevator conveyor systems are designed to transport goods vertically while maintaining high speeds and efficiency. Nercon’s vertical systems are highly durable and capable of handling a wide variety of product shapes and sizes.
Nercon’s Bucket Elevator Conveyor is one of their most popular products, designed for heavy-duty applications where both precision and durability are required. Their conveyor systems are engineered to integrate seamlessly with existing production lines, making them a versatile and reliable choice.
Key Features to Consider in Elevator Conveyor Belts
When choosing an elevator conveyor belt system, there are several key features you should consider to ensure it meets your operational needs:
1. Durability
Look for conveyor belts made from high-quality materials that can withstand heavy loads and continuous operation. Steel-reinforced belts or those with thick rubber layers offer greater longevity and resistance to wear and tear.
2. Customization
The ability to customize the conveyor system is crucial, especially if you have specific size, speed, or weight requirements. Modular systems like those offered by FlexLink and Dorner can be tailored to fit seamlessly into your existing workflow.
3. Space Efficiency
If you are working with limited floor space, opt for compact designs like spiral conveyors or vertical lifts that maximize space while maintaining high efficiency.
4. Maintenance
Low-maintenance systems save time and reduce operational costs. Consider systems that are easy to clean and maintain, such as those with self-lubricating components or accessible parts.
3 Common FAQs About Elevator Conveyor Belt Systems
Q1: What industries commonly use elevator conveyor belts?
A1: Elevator conveyor belts are commonly used in industries such as manufacturing, logistics, food processing, pharmaceuticals, and packaging. These systems are ideal for transporting goods vertically in automated production lines, saving space and improving efficiency.
Q2: How do elevator conveyor belts improve production efficiency?
A2: Elevator conveyor belts optimize vertical material transport, reducing the need for manual lifting and handling. This minimizes labor costs, speeds up the production process, and increases overall productivity by creating a streamlined workflow.
Q3: What factors should I consider when selecting an elevator conveyor belt?
A3: When selecting an elevator conveyor belt, consider factors such as load capacity, space requirements, customization options, material durability, and ease of maintenance. Choose a system that meets the specific needs of your production environment to ensure optimal performance.
Table: Comparison of Top Elevator Conveyor Belt Manufacturers
| Manufacturer | Core Products | Key Features | Industry Focus |
|---|---|---|---|
| Vitrans | Overhead Conveyor Lifter, Servo Pallet | Affordable, High-Quality, Fast Delivery | Manufacturing, Assembly, Automated Lines |
| Dorner Conveyors | FlexMove Elevator Conveyor | Modular, Customizable, Reliable | Packaging, Food Processing, Pharma |
| FlexLink | Vertical Elevator Conveyor | Seamless Workflow Integration | Automotive, Electronics, Healthcare |
| Interroll | Spiral Lift Conveyor | Energy Efficient, High Throughput | Logistics, Warehousing, Manufacturing |
| mk North America | ZRF-P 2040 Timing Belt Conveyor | Precise Positioning, Customizable | Industrial Assembly, Material Handling |
| AmbaFlex | SpiralVeyor® | Compact, Minimal Maintenance | Packaging, Logistics, Food Processing |
| Nercon | Bucket Elevator Conveyor | Heavy-Duty, Durable | Dairy, Beverage, Bakery |
Final Toughts
Selecting the right elevator conveyor belt manufacturer is essential for improving your material handling capabilities and ensuring a smooth, efficient workflow. Whether you’re in the manufacturing, packaging, or food processing industry, these top manufacturers offer a variety of solutions tailored to meet your needs. From Vitrans’ affordable conveyor systems to AmbaFlex’s space-saving spiral conveyors, you’ll find options that align with your operational goals.
By considering factors such as durability, customization, and space efficiency, you can choose the right conveyor system to enhance your production line and boost overall efficiency.