In the ever-evolving world of industrial automation, powered conveyor systems play a pivotal role. Whether in manufacturing, warehousing, or distribution centers, these systems enhance efficiency and streamline operations. This guide highlights the Top 6 Powered Conveyor Manufacturers in 2024, offering insights into their strengths and product offerings. We’ll also introduce Vitrans, a leading player in the conveyor industry with a decade of experience.
Table of Contents
- Introduction to Powered Conveyor Systems
- Key Benefits of Powered Conveyors
- Top 6 Powered Conveyor Manufacturers 2024
Introduction to Powered Conveyor Systems
Powered conveyor systems have revolutionized industrial processes, offering automated solutions for transporting goods. These systems reduce labor costs, increase throughput, and minimize the risk of errors in material handling.
Key Benefits of Powered Conveyors
1. Increased Efficiency
Powered conveyors move products seamlessly, reducing manual labor and boosting production speeds.
2. Versatility
These systems cater to various industries, including:
- Automotive
- E-commerce
- Food & Beverage
- Pharmaceuticals
3. Improved Safety
Automated conveyors minimize the risk of workplace injuries associated with manual lifting and moving of heavy items.
Top 6 Powered Conveyor Manufacturers 2024
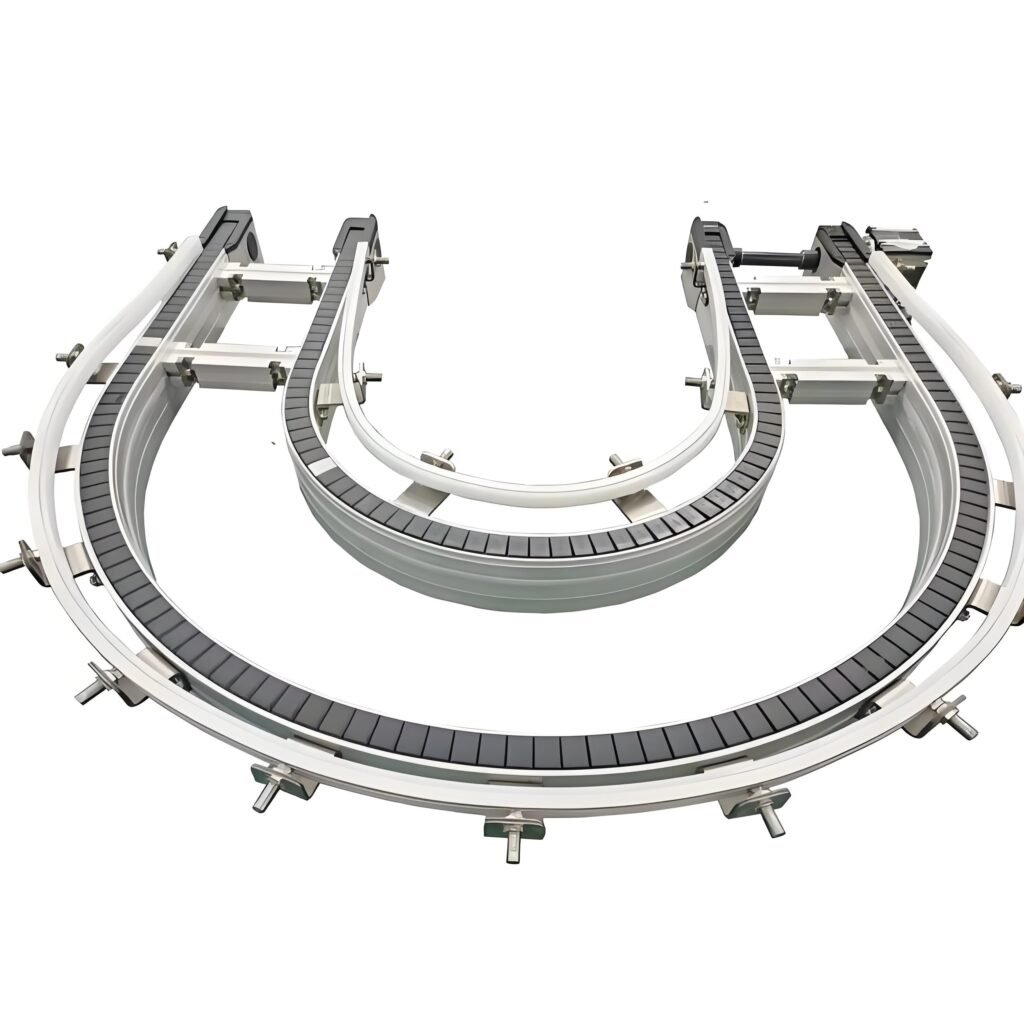
1. Vitrans

Leading Manufacturer in Pallet Conveyors and Transfer Systems
With over 10 years of experience, Vitrans is a top player in the conveyor manufacturing industry. They specialize in high-quality pallet conveyors and transfer systems, which are widely used in industrial automation and assembly lines.
Products Offered:







Why Choose Vitrans?
Verified quality through extensive use in automated production.
Competitive pricing and short lead times, thanks to a robust supply chain in China.
Exporting to multiple countries worldwide, ensuring global reach.
2. Daifuku
A global leader in material handling systems, Daifuku offers advanced powered conveyors for various industries. Their focus on innovation ensures high-performance solutions tailored to specific needs.
Key Features:
- Efficient integration with automated storage and retrieval systems (AS/RS).
- Customizable conveyor designs for complex operations.
3. Dematic
Dematic provides intelligent conveyor systems designed to optimize warehouse and production operations. Their solutions are known for flexibility and scalability.
Key Features:
- Modular designs for easy system upgrades.
- Advanced software integration for real-time monitoring and control.
4. Interroll
Interroll is renowned for its energy-efficient and durable powered conveyors. They serve a wide range of industries, including retail, logistics, and airports.
Key Features:
- Patented drum motor technology for compact and efficient drive systems.
- Easy maintenance and low operational costs.
5. TGW Logistics
TGW specializes in automated material handling systems, with conveyors forming a core part of their product lineup. Their solutions are tailored for high-throughput operations.
Key Features:
- High-speed conveyors for fast-moving industries.
- Integrated systems for seamless operations.
6. SSI SCHÄFER
SSI SCHÄFER offers state-of-the-art conveyor solutions designed to meet diverse industrial needs. Their systems focus on enhancing productivity while maintaining reliability.
Key Features:
- Heavy-duty conveyors for large-scale operations.
- Advanced automation technology for minimal manual intervention.
How to Choose the Right Conveyor System Manufacturer
1. Understand Your Needs
Determine the type of conveyor system that fits your operational requirements. Consider factors like load capacity, speed, and space availability.
2. Evaluate Product Range
Opt for manufacturers that offer a variety of conveyor types, such as:
- Belt Conveyors
- Chain Conveyors
- Pallet Conveyors
3. Assess Quality and Durability
Choose manufacturers with a track record of delivering robust and reliable systems. Check for certifications and customer reviews.
4. Consider Cost and Lead Times
Look for competitive pricing without compromising quality. Manufacturers like Vitrans leverage efficient supply chains to offer cost-effective solutions with short lead times.
5. Support and Maintenance Services
Ensure the manufacturer provides comprehensive support, including installation, training, and maintenance services.
FAQs
What industries use powered conveyor systems?
Powered conveyor systems are widely used in industries such as manufacturing, logistics, retail, and pharmaceuticals. They help in automating processes, improving efficiency, and reducing labor costs.
How do powered conveyors improve workplace safety?
By automating the transportation of heavy goods, powered conveyors reduce the need for manual lifting and handling, thereby minimizing the risk of injuries.
Why should I choose Vitrans for conveyor systems?
Vitrans offers high-quality, cost-effective conveyor solutions with proven performance across various industries. Their strong supply chain ensures competitive pricing and fast delivery.