Table of Contents
- Introduction
- Why Choose Conveyor Belts Made in China?
- 6 Best Conveyor Belts in Chinese Manufacturing
- 1. Belt Pallet Conveyor
- 2. Accumulated Chain Conveyor
- 3. Attachment Conveyor
- 4. Product Transfer Conveyor
- 5. Modular Belt Conveyor
- 6. Roller Conveyor
- How to Choose the Right Conveyor System
- FAQs About Conveyor Belts
- Conclusion
Introduction
China has emerged as a global leader in conveyor belt manufacturing, offering a combination of innovation, cost-effectiveness, and reliability. Companies like Vitrans, with over 10 years of expertise in pallet conveyors and transfer systems, have set benchmarks in industrial automation. This article explores the 6 best conveyor belts in Chinese manufacturing, highlighting their unique features, advantages, and applications.
Why Choose Conveyor Belts Made in China?
Choosing conveyor systems from Chinese manufacturers provides numerous advantages:
- Cost-Effectiveness: Benefiting from efficient supply chains, Chinese manufacturers like Vitrans offer high-quality systems at competitive prices.
- Versatility: From assembly lines to production automation, conveyor belts cater to various industries.
- Short Lead Times: Proximity to robust supply chains ensures rapid production and delivery.
- Global Standards: Products are designed to meet international quality standards and are exported worldwide.
6 Best Conveyor Belts in Chinese Manufacturing
1. Belt Pallet Conveyor

The Belt Pallet Conveyor is an essential component in automated material handling. Designed for moving pallets of various sizes, it offers precision and stability.
Features:
- Material Handling: Perfect for heavy-duty applications in production and warehousing.
- Customizable Sizes: Accommodates different pallet dimensions.
- Smooth Operation: Low noise and high stability.
Applications:
Ideal for industries like automotive, food & beverage, and electronics where pallets need reliable transport on assembly lines.
2. Accumulated Chain Conveyor

The Accumulated Chain Conveyor provides controlled movement of materials, ensuring smooth operation even in complex automated systems.
Features:
- Chain-Driven Mechanism: Efficiently handles bulk materials with minimal wear and tear.
- Safety Features: Equipped with anti-slip technology for secure handling.
- Durable Construction: Made with high-quality steel for longevity.
Applications:
Used in industries that require material accumulation for sequential processing, such as logistics and packaging.
3. Attachment Conveyor
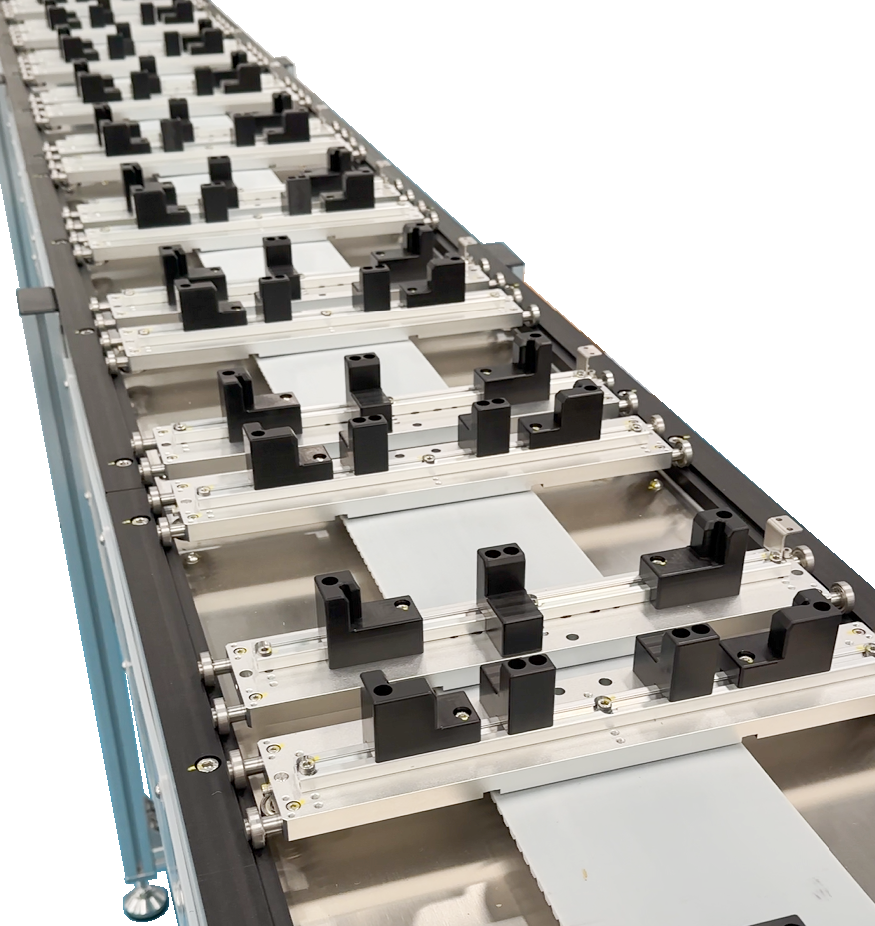
The Attachment Conveyor is designed for unique applications requiring attachments for specific materials or products.
Features:
- Custom Attachments: Includes fixtures for holding items like bottles, packages, or irregular shapes.
- Precision Handling: Ensures materials are transported without shifting or falling.
- High-Speed Operation: Maintains productivity even in high-demand scenarios.
Applications:
Perfect for industries like pharmaceuticals, packaging, and bottling, where customization is essential.
4. Product Transfer Conveyor

The Product Transfer Conveyor excels at transferring items between different production stages, ensuring seamless flow.
Features:
- Smooth Transitions: Eliminates material damage during transfers.
- Compact Design: Fits into tight spaces, optimizing factory layouts.
- Versatile Use: Compatible with other conveyors and automated systems.
Applications:
Widely used in e-commerce fulfillment centers, manufacturing lines, and food processing industries.
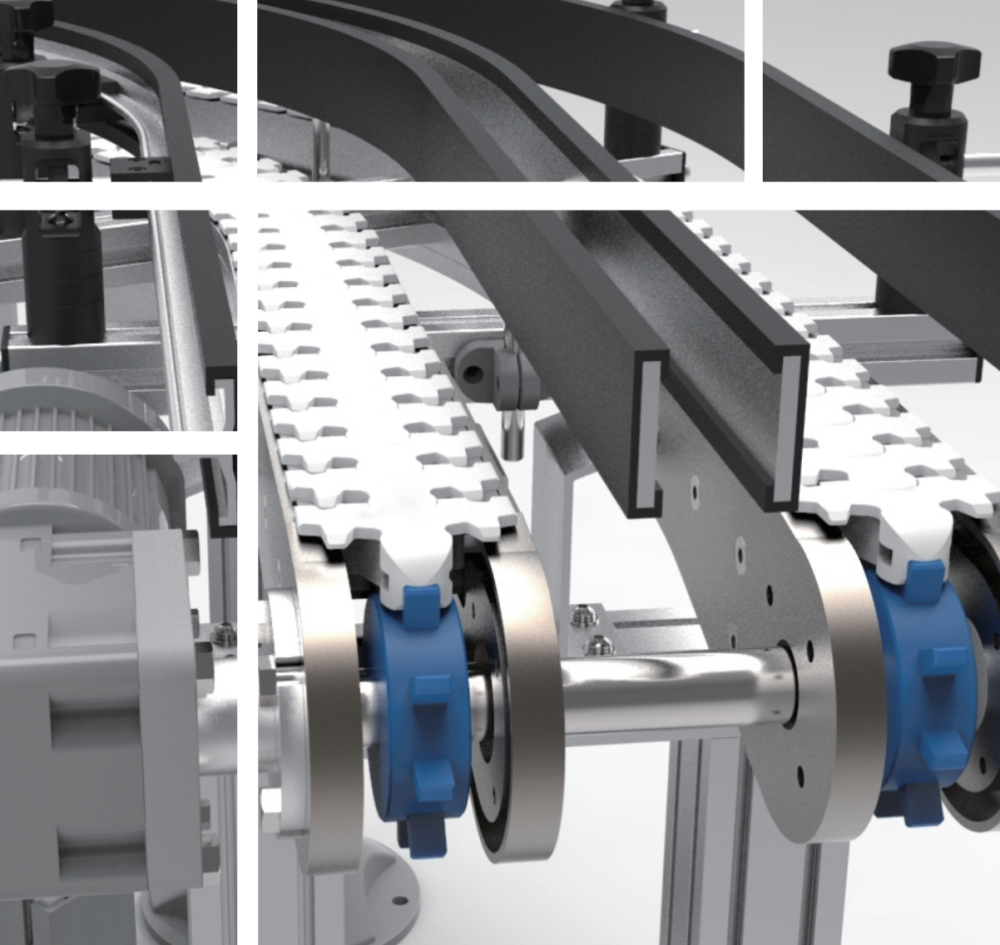
5. Modular Belt Conveyor

A versatile and durable option, the Modular Belt Conveyor is designed for flexibility in industrial applications.
Features:
- Modular Design: Easy to assemble and reconfigure.
- Material Variety: Available in plastic and metal for specific use cases.
- Easy Maintenance: Minimal downtime during repairs or adjustments.
Applications:
Ideal for food processing, pharmaceuticals, and lightweight manufacturing tasks.
6. Roller Conveyor
The Roller Conveyor is a classic solution for material handling, suitable for lightweight and heavyweight items alike.
Features:
- Gravity or Powered Options: Available in manual or motorized versions.
- Durable Rollers: Made with corrosion-resistant materials.
- Low Maintenance: Reliable design with minimal upkeep required.
Applications:
Commonly used in warehouses, shipping docks, and production facilities for material sorting and handling.
How to Choose the Right Conveyor System
When selecting a conveyor system, consider these factors:
- Material Type: Assess the weight, size, and fragility of the materials being transported.
- Industry Requirements: Choose a system tailored to your industry-specific needs.
- Space Constraints: Opt for compact or modular designs for limited spaces.
- Budget: Balance cost with features and durability.
- Speed Requirements: Ensure the system aligns with your production goals.
FAQs About Conveyor Belts
1. What are the main benefits of using a conveyor system?
Conveyor systems increase efficiency, reduce manual labor, improve safety, and ensure consistent material handling in production environments.
2. How do I maintain a conveyor belt for long-term performance?
Regular cleaning, lubrication, and timely inspections can prolong the lifespan of your conveyor system. Replace worn-out components immediately to avoid downtime.
3. Can Vitrans conveyor systems be customized?
Yes, Vitrans offers tailored solutions, including size adjustments, material compatibility, and unique attachments for industry-specific needs.
Conclusion
China’s conveyor belt manufacturing industry continues to lead the global market, thanks to innovative designs, robust supply chains, and cost-effective solutions. Among the top choices, Vitrans stands out as a trusted brand, delivering high-quality pallet conveyors and transfer systems worldwide.
Whether you need a Belt Pallet Conveyor, Accumulated Chain Conveyor, or specialized systems like the Attachment Conveyor, the options highlighted in this article ensure that there is a conveyor system suitable for every industrial need.