
Automatic conveyor systems play a vital role in modern industrial automation by streamlining the movement of materials and products across production lines. Whether it’s for manufacturing, packaging, or logistics, these systems significantly reduce human labor, increase productivity, and ensure consistent operational efficiency. In this article, we’ll explore how automatic conveyors work, their key components, types, and real-world applications.
Table of Contents
- Introduction to Automatic Conveyor Systems
- Core Components of an Automatic Conveyor
- Working Principle of Automatic Conveyors
- Types of Automatic Conveyor Systems
- Vitrans: A Trusted Conveyor Manufacturer
- Applications Across Industries
- Summary Table: Key Takeaways
Introduction to Automatic Conveyor Systems
An automatic conveyor system is a mechanical handling device designed to transport goods, materials, or products within a facility with minimal human intervention. These systems are commonly used in assembly lines, warehouses, and packaging units, enabling faster and more efficient workflows.
Automatic conveyors can be customized to fit a wide range of industries and are especially critical in large-scale operations where consistent, high-volume material handling is essential.
Core Components of an Automatic Conveyor
To understand how an automatic conveyor works, it’s important to know the main components involved in the system:
- Conveyor Belt or Track: The medium on which materials are transported.
- Drive Unit: Typically includes motors and gear systems that power the conveyor movement.
- Rollers or Pulleys: Support and guide the belt or track.
- Control System: Includes sensors, timers, and programmable logic controllers (PLCs) to automate operation.
- Frame or Structure: The physical body that holds all components together.
Working Principle of Automatic Conveyors
The working principle of an automatic conveyor system revolves around a few simple, yet powerful, concepts:
1. Input and Detection
Products or materials are loaded onto the conveyor, and sensors detect their presence. These sensors feed data into a PLC or control unit.
2. Activation of Motors
Based on input data, the motor is activated to start or stop movement. The motor drives the belt or chain, which in turn moves the material.
3. Direction and Speed Control
Automatic conveyors often come with adjustable speed and direction settings, managed via software or control panels. Some systems may also include brakes or speed reducers for precise control.
4. End-of-Line Operation
At the endpoint, automated arms, diverters, or chutes may direct products to their next destination, such as packaging or storage zones.
Types of Automatic Conveyor Systems







There are many types of conveyor systems, each suited for specific industrial applications. Below are the main categories offered by Vitrans, a leading conveyor manufacturer:
Aerial (Vertical) Conveyor Systems
- Ideal for multi-floor transport or overhead material handling
- Saves valuable floor space
- Used in storage, warehousing, and distribution centers
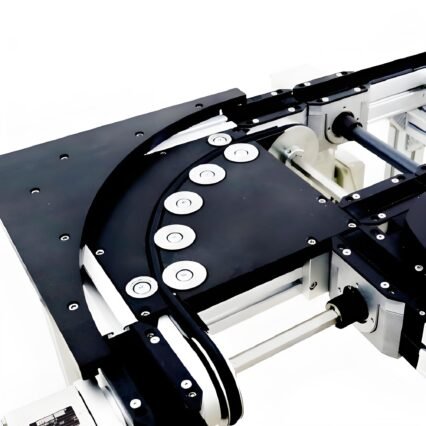
Horizontal Circulate Conveyor Systems
- Perfect for continuous, looped movement on the same level
- Ideal for sorting, picking, and assembly processes
- Often integrated with robotic arms and vision systems
Multi-Level Conveyor Systems
- Used for vertical stacking and complex routing
- Highly customizable for space-constrained facilities
- Supports simultaneous material movement on different levels
Side-by-Side Conveying Systems
- Designed for parallel transportation of multiple products
- Common in assembly lines and testing environments
- Increases throughput with side-by-side operations
Vitrans: A Trusted Conveyor Manufacturer

Vitrans has over a decade of experience in manufacturing pallet conveyor and transfer systems. Known for their high quality and reliability, Vitrans products are widely used in automated production and assembly lines across various industries.
- Experience: 10+ years in conveyor system engineering
- Global Reach: Exporting to numerous countries worldwide
- Efficient Supply Chain: Located in China, Vitrans leverages cost-effective, high-quality manufacturing with short lead times
- Product Line: Includes aerial, horizontal, multi-level, and side-by-side systems
By integrating advanced automation and smart design, Vitrans continues to deliver solutions that meet the evolving demands of modern industry.
Applications Across Industries
Automatic conveyor systems are indispensable across many sectors. Some common use cases include:
- Automotive: Moving parts through assembly lines efficiently
- Food and Beverage: Ensuring hygienic and controlled transport of food items
- Logistics and Warehousing: Speeding up the movement and sorting of packages
- Pharmaceutical: Automating the transportation of sensitive medical products
- Electronics: Assisting in precise assembly processes for small components
In each of these sectors, automation contributes to reducing labor costs, minimizing errors, and optimizing production timelines.
Summary Table: Key Takeaways
| Aspect | Details |
|---|---|
| What is an automatic conveyor? | A system that transports materials automatically using belts, motors, and control systems |
| Main Components | Belt, drive unit, sensors, rollers, control system, frame |
| How it works | Sensors detect input → motor activates → belt moves → product transported |
| Vitrans Product Types | Aerial, horizontal circulate, multi-level, side-by-side conveyors |
| Industries Served | Automotive, food & beverage, logistics, pharmaceuticals, electronics |
| Benefits | Increased productivity, cost-efficiency, error reduction, consistent performance |
Understanding how automatic conveyor systems work allows businesses to better integrate them into their operations. With companies like Vitrans leading the way in quality and innovation, investing in a reliable conveyor system has never been more beneficial for industrial automation.


