Cintas transportadoras are the backbone of modern warehouse logistics, offering seamless and efficient soluciones de manipulación de materiales. Whether it’s moving heavy pallets, sorting small packages, or optimizing order fulfillment, selecting the right type of conveyor belt system is critical for warehousing efficiency and productivity. In this article, we’ll explore the major types of conveyor belts used in warehousing, their applications, advantages, and how top manufacturers like Vitrans are transforming industrial logistics with innovative conveyor solutions.

Índice
Introduction to Conveyor Belts in Warehousing
Importance of Choosing the Right Conveyor System
Top 10 Types of Conveyor Belts Used in Warehouses
3.1 Transportador de palés de banda
3.2 Transportador de cadena acumulada
3.3 Transportador de accesorios
3.4 Transportador de rodillos
3.5 Baffle Customized Conveyor
3.6 Built-in Motor Conveyor
3.7 Transportador de banda simple
3.8 Twin Belt Conveyor
3.9 Visual Backlight Conveyor
3.10 Modular Belt Conveyor
Why Choose Vitrans Conveyor Solutions?
Introduction to Conveyor Belts in Warehousing
Conveyor belt systems are integral to the functioning of modern warehouses. They automate the movement of goods, reduce human labor, and improve operational speed. With warehousing becoming more complex due to e-commerce and global distribution demands, companies are increasingly turning to advanced conveyor technologies to stay competitive.
Importance of Choosing the Right Conveyor System
Choosing the right conveyor belt system is crucial because it directly impacts:
- Operational Efficiency: The correct system ensures smooth and rapid handling of goods.
- Cost Reduction: Minimizing manual labor and errors reduces long-term costs.
- Seguridad: Automated systems reduce workplace accidents.
- Optimización del espacio: Proper systems make better use of warehouse layouts.
Top 10 Types of Conveyor Belts Used in Warehouses
1. Transportador de palés de banda

Belt Pallet Conveyors are ideal for moving heavy palletized loads. The belt runs over a series of rollers and is powered by a motor.
- Use Case: Heavy-duty pallet transport in warehouses and assembly lines.
- Ventajas: Stable load movement, quiet operation, easy to maintain.
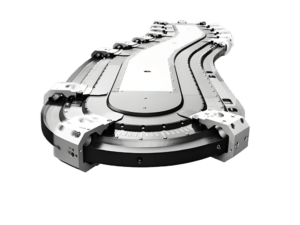
2. Transportador de cadena acumulada

This conveyor type allows products to accumulate without exerting pressure on each other.
- Use Case: Buffer zones in automated systems or packaging lines.
- Ventajas: Reduces product damage, improves workflow balance.
3. Transportador de accesorios
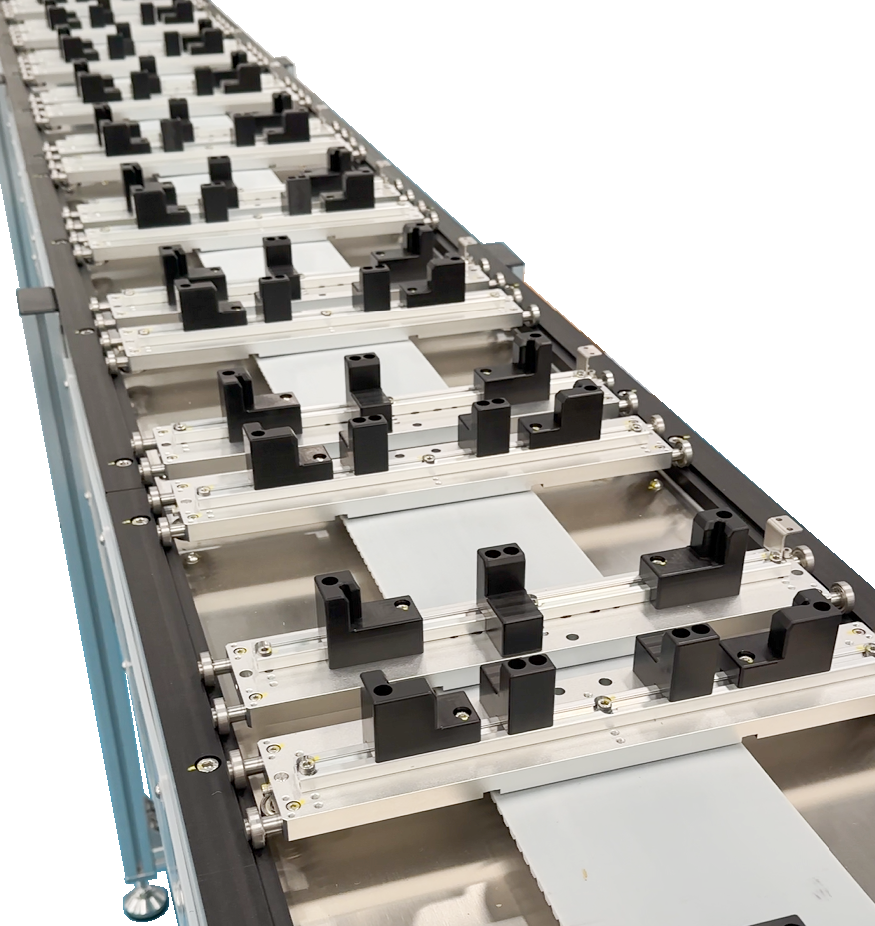
Attachment Conveyors are fitted with accessories to transport unique or irregular items.
- Use Case: Product assembly and processing where customization is required.
- Ventajas: Highly customizable, compatible with various processes.
4. Transportador de rodillos

Roller conveyors utilize a series of rollers that can be powered or gravity-based.
- Use Case: Distribution centers, packaging, and sortation tasks.
- Ventajas: Economical, scalable, easy installation.
5. Baffle Customized Conveyor
Baffle customized conveyors include vertical or angled baffles to prevent item slippage.
- Use Case: Inclined transport or irregular-shaped goods.
- Ventajas: Maintains product positioning, prevents slippage.
6. Built-in Motor Conveyor
These conveyors integrate motors inside the rollers or frames.
- Use Case: Cleanroom or space-restricted applications.
- Ventajas: Compact design, easy maintenance, no external motor parts.
7. Single Belt Conveyor
A simple yet effective conveyor system for continuous item movement.
- Use Case: Standard warehouse transport needs.
- Ventajas: Reliable, low-cost, easily integrable with other systems.
8. Twin Belt Conveyor
A dual-belt system providing more stability and flexibility.
- Use Case: Transporting items that need to be held securely or handled from the sides.
- Ventajas: Versatile, great for heavy or wide loads.
9. Visual Backlight Conveyor
This type incorporates a backlight for visual inspection or camera-based systems.
- Use Case: Quality control, defect detection, and automated vision systems.
- Ventajas: Enhances accuracy in inspections, supports automation.
10. Modular Belt Conveyor
Made of plastic or rubber modules, they are easy to repair and highly durable.
- Use Case: Food processing, packaging, and variable warehouse environments.
- Ventajas: Easy maintenance, adaptable, long-lasting.
Why Choose Vitrans Conveyor Solutions?
Vitrans has been a trusted name in conveyor systems for over a decade, delivering high-quality, cost-effective solutions for industrial warehousing and manufacturing.
- Over 10 Years of Experience: Proven expertise in pallet conveyors and transfer systems.
- Trusted Globally: Widely used in industrial production lines worldwide.
- High Quality & Performance: Ensures consistent and long-lasting operation.
- Precios competitivos: Thanks to a rich supply chain in China.
- Short Lead Times: Fast delivery keeps your operations running smoothly.
Core Conveyor Products Offered by Vitrans:
- Transportador de palés de banda
- Transportador de cadena acumulada
- Transportador de accesorios
- Transportador de rodillos
- Baffle Customized Conveyor
- Built-in Motor Conveyor
- Transportador de banda simple
- Twin Belt Conveyor
- Visual Backlight Conveyor
Cuadro sinóptico
| Tipo de transportador | El mejor caso de uso | Main Advantage |
|---|---|---|
| Transportador de palés de banda | Heavy pallet movement | Stable, smooth transport |
| Transportador de cadena acumulada | Buffering operations | Non-contact accumulation |
| Transportador de accesorios | Custom handling | Highly adaptable |
| Transportador de rodillos | Packaging lines | Simple and cost-effective |
| Baffle Customized Conveyor | Inclined transport | Prevents slippage |
| Built-in Motor Conveyor | Compact applications | Integrated design |
| Transportador de banda simple | General transport | Reliable & affordable |
| Twin Belt Conveyor | Secure side holding | Double support |
| Visual Backlight Conveyor | Quality inspection | Enhanced visual clarity |
| Modular Belt Conveyor | Food/variable loads | Durable & replaceable parts |
Conclusión
Selecting the right conveyor belt system for your warehouse is not just about moving products—it’s about building a smarter, more efficient operation. From Belt Pallet Conveyors to Visual Backlight Conveyors, each type has its role in streamlining workflow, improving safety, and reducing operational costs.
With industry leaders like Vitrans, you can access reliable, customized solutions tailored to your logistics needs, ensuring your warehouse remains competitive and future-ready. Whether you’re upgrading an old system or planning a new facility, Vitrans offers the innovation, affordability, and quality your operations deserve.