Conveyor systems are essential for various industries, facilitating the movement of materials, products, and goods efficiently and safely. Understanding the different types of conveyor systems can help businesses choose the right one for their specific needs. This guide will delve into various conveyor systems, highlighting their features, benefits, and applications.
What is a Conveyor System?
A conveyor system is a mechanical equipment that transports materials from one location to another. They are widely used in manufacturing, warehousing, and distribution processes. By automating the transportation of goods, conveyor systems can enhance productivity, reduce labor costs, and improve workplace safety.
Key Benefits of Conveyor Systems
- Increased Efficiency: Automating the transportation process speeds up production.
- Reduced Labor Costs: Less manual handling means fewer labor requirements.
- Improved Safety: Minimizes the risk of injury associated with manual lifting and carrying.
- Versatility: Suitable for various materials, from heavy goods to fragile items.
Types of Conveyor Systems
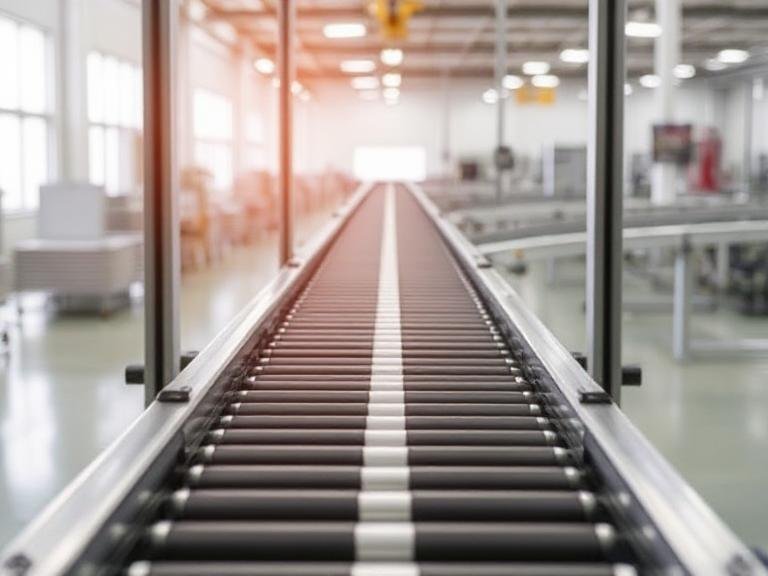
1. Belt Conveyors

Overview
Belt conveyors are one of the most common types of conveyor systems. They consist of a continuous loop of material—typically rubber or fabric—driven by pulleys.
Features
- Flexible Design: Can be customized for various lengths and widths.
- Smooth Transport: Ideal for moving products with a smooth, consistent surface.
Applications
- Warehousing
- Manufacturing
- Mining
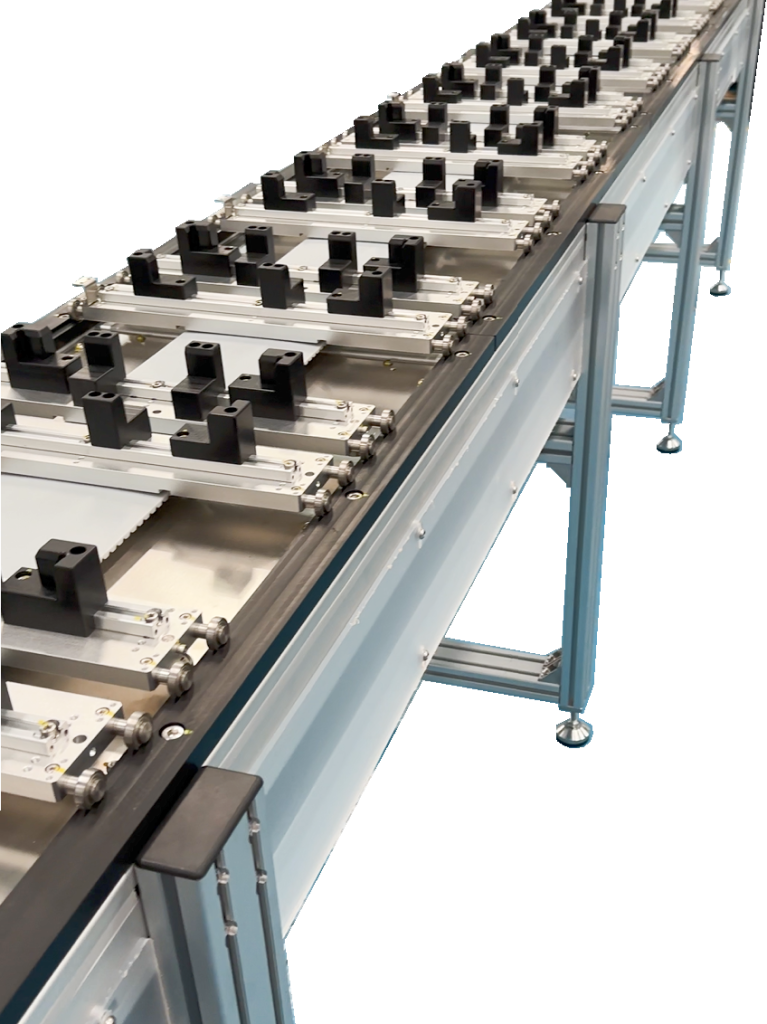
2. Accumulated Chain Conveyors

Overview
Accumulated chain conveyors use a series of interconnected chains to move items along a production line. They are ideal for handling heavy loads and offer precision in item placement.
Features
- High Load Capacity: Suitable for transporting heavy materials.
- Controlled Movement: Items can be stopped or started individually without affecting the entire system.
Applications
- Automotive assembly lines
- Heavy machinery production
- Packaging industries
3. Attachment Conveyors
Overview
Attachment conveyors feature added components, such as side rails or guides, to assist in moving specific products. They provide enhanced control over the product movement.
Features
- Customization: Can be tailored to specific product dimensions and shapes.
- Increased Stability: Prevents items from shifting during transport.
Applications
- Food processing
- Pharmaceutical production
- Electronics assembly
4. Product Transfer Conveyors
Overview
Product transfer conveyors are designed to move items between different conveyor systems or production areas. They play a critical role in assembly lines where products need to change direction.
Features
- Versatile Functionality: Can handle various product types and sizes.
- Efficient Transfers: Ensures smooth transitions between different conveyor systems.
Applications
- Warehousing
- Manufacturing
- Distribution centers
Factors to Consider When Choosing a Conveyor System
When selecting a conveyor system, consider the following factors:
1. Load Capacity
Determine the maximum weight that the conveyor will need to handle.
2. Material Type
Identify the types of materials or products that will be transported.
3. Space Constraints
Assess the available space for the conveyor system to ensure it fits within your facility.
4. Speed Requirements
Consider the speed at which materials need to be moved to meet production goals.
Common FAQs About Conveyor Systems
1. What industries use conveyor systems?
Conveyor systems are utilized in various industries, including manufacturing, warehousing, mining, food processing, and logistics.
2. How do I maintain a conveyor system?
Regular maintenance includes checking belts for wear, lubricating moving parts, and ensuring that all components are functioning correctly.
3. Can conveyor systems be customized?
Yes, many manufacturers offer customizable conveyor systems to meet specific business needs, including size, capacity, and additional features.
Comparison Table of Conveyor System Types
| Type of Conveyor | Load Capacity | Flexibility | Applications |
|---|---|---|---|
| Belt Conveyors | Moderate | High | Warehousing, Mining |
| Accumulated Chain Conveyors | High | Moderate | Automotive, Heavy Machinery |
| Attachment Conveyors | High | Customizable | Food Processing, Electronics |
| Product Transfer Conveyors | Variable | Moderate | Manufacturing, Distribution |
Conclusion
Understanding the different types of conveyor systems is vital for optimizing operational efficiency and productivity. Whether you’re considering belt conveyors for a warehouse or accumulated chain conveyors for an assembly line, selecting the right type will depend on your specific needs and operational requirements. By investing in the appropriate conveyor system, you can enhance your workflow and contribute to your business’s overall success.
For more information about conveyor systems and to explore high-quality options, consider checking out products from Vitrans, a leading manufacturer in pallet conveyors and pallet transfer systems. Their extensive experience and commitment to quality ensure that you receive a reliable and efficient solution for your business needs.